")
全國谘詢熱線
186-7652-6988
歡迎光臨佛(fó)山(shān)市鋁亞鋁業有限公司官方(fāng)網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.njmutong.com
地 址:佛山市南海區獅山鎮山南工業區北區一路一(yī)排3號(hào)
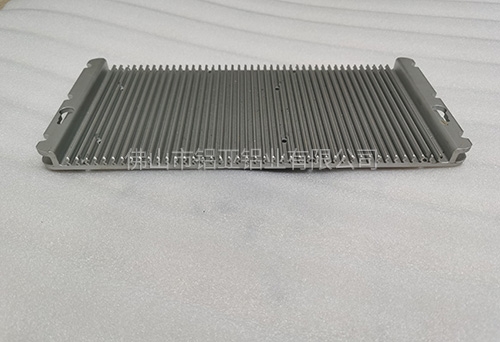
鋁(lǚ)型材散熱器的日常使用已經非常普遍了,但是鋁型材散熱器在製造過程中的一個重(chóng)要環節即鋁型材在加工的過程中經常會出現氣泡或(huò)起皮現(xiàn)象,產生這種現象的主(zhǔ)要原因(yīn)是(shì)什麽,有哪些解決方法呢?

鋁型材表麵產生氣泡、起皮的原因:生產鋁型材(cái)散熱器的鋁型材(cái)擠壓筒、擠壓墊磨損(sǔn)超差,擠壓筒和(hé)擠壓墊尺寸配合不當,同(tóng)時使用的兩個(gè)墊片之直徑差超過允許值;生產鋁(lǚ)型材散熱器產品(pǐn)的擠壓筒和擠壓墊太髒,粘有油汙、水分、石墨等;潤滑油中含有水;鑄錠表麵鏟槽太多,過深,或鑄錠表麵有氣孔、砂眼,組織疏鬆、有油汙等;更換(huàn)鋁型材(cái)合金時,筒(tǒng)內未清理幹淨;擠壓筒溫度和(hé)擠壓鑄錠溫度過高;鋁型材在鑄錠加工過程中的溫度、尺寸超過允許負偏差;鑄錠過長,填充太快,鑄錠溫度不均,引起非(fēi)鼓形填充,因而筒內排(pái)氣不完全,或操作不當,未執行排氣工序(xù);模孔設計不合理,或切殘料不(bú)當,分流孔和導流孔中的殘(cán)料被部分帶出,擠壓時空隙中的氣體進入表麵。
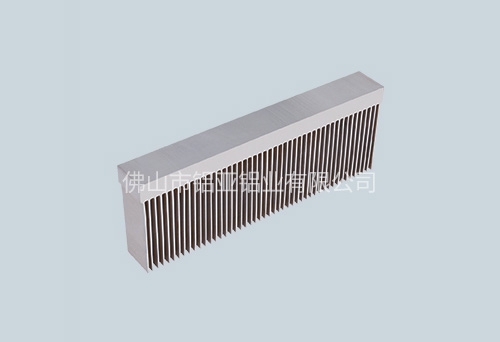
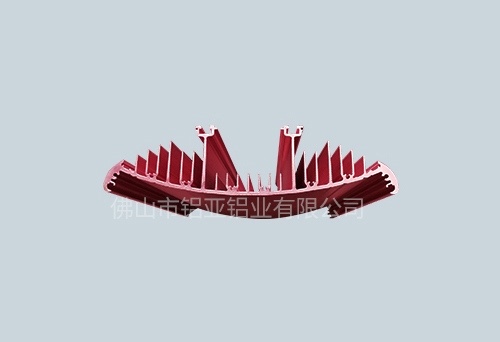
製散熱器鋁型材")
消除鋁型材起皮的方法:合理設計擠壓筒和擠壓墊片的配合尺寸,經常檢查鋁型(xíng)材生產工具的相關尺寸,保證符合要求,擠壓(yā)筒出現大肚要及時修理,擠壓墊(diàn)不能超差;工(gōng)具、鑄錠表(biǎo)麵保(bǎo)持清潔、光滑和幹燥;更換鋁型材散熱器合金時,徹底清筒。
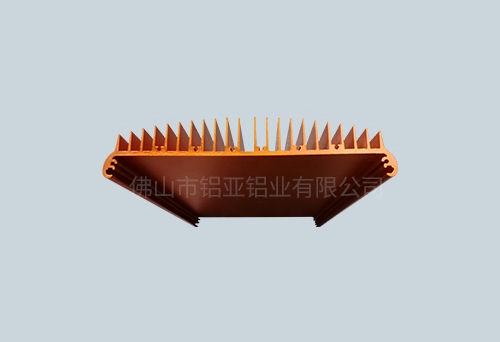
散熱器鋁型材")
經(jīng)常檢查設備和(hé)儀器,防止鋁(lǚ)型材散熱器的溫度過高、速度過(guò)快;嚴格執行(háng)工藝規程和各項製度(dù);合理設計、製造工模具,導流孔和分流(liú)孔設計成(chéng)1度過~3度內斜度;嚴格操作,正確剪切殘料和完全排氣,以保證生產出來的鋁型材散熱器產品質量。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南(nán)工業區(qū)北區一路一排3號
地址:佛山市南海區獅山鎮山南(nán)工業區(qū)北區一路一排3號

(掃一掃 關注官方微信)