全國谘詢熱線
186-7652-6988
歡迎光臨佛山市鋁亞鋁業有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯(lián)係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.njmutong.com
地 址:佛山市南海區獅山鎮(zhèn)山南工業區北區一路一排3號


鋁亞鋁(lǚ)型材分類
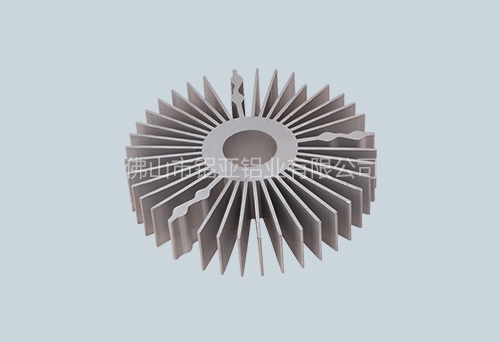
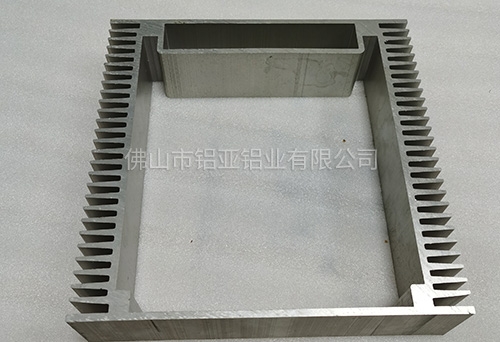
型材散熱器批發")
鋁亞鋁型材表麵顏色(sè)
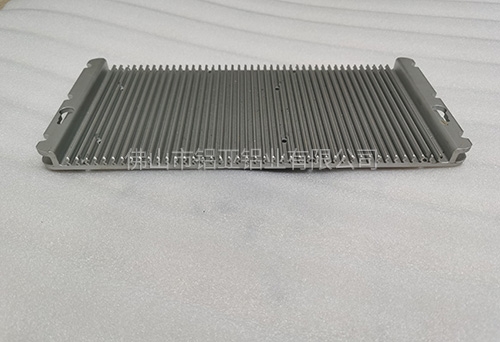
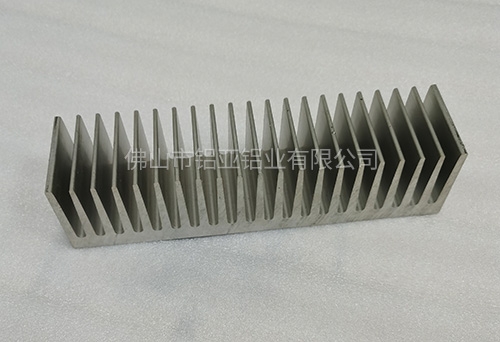
業鋁型材散熱器廠家")
鋁(lǚ)亞鋁型(xíng)材應用(yòng)廣(guǎng)泛(fàn)

在鋁型材擠(jǐ)壓生產有角度型(xíng)材時,若在模具未(wèi)經預變形(預張口)設計的情(qíng)況下,擠出型材經拉伸矯直後,型材(cái)角度往往(wǎng)比產品要求小1-3°,模具在設(shè)計製造(zào)環節,需在模具工件的型材孔做好1-3°的變形量,型(xíng)材變形量隨著外按圓的變化而變化。一旦型材角度(dù)在做(zuò)好預變形的情(qíng)況還出現角度小(收口)現象(xiàng),可采(cǎi)用以下兩種簡單的修複方法:其一,如角度小(收口)可在內側做促流。其二,可在外側焊阻流塊。方法選定取(qǔ)決於型材表麵處理。常用的修模工(gōng)具:數顯遊標(biāo)卡尺、深度尺、刀角尺、磨(mó)針、塞(sāi)棒、手動磨(mó)輪,各種磨頭,各類銼刀。在模具滿足使用要求的(de)情況(kuàng)下,擠壓出來的型材表麵在(zài)有螺絲孔或中橫處存在凹槽缺(quē)陷,影(yǐng)響型材(cái)表麵質量(liàng)。通過實踐得出結論,在加工模具時(shí),調節上模與下模工作(zuò)帶的出口位置,工作帶過渡(dù)要求平滑。導流槽下空刀和穿(chuān)孔下空刀工作帶需減短(提高)0.3-1.0mm,並打(dǎ)順導流槽,保證適合的金屬供料。較厚型材甚至需減短(提高)2mm,以保證型材表麵質量。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座(zuò)機:0757-6322-2898
座(zuò)機:0757-6322-2898
![]() 郵箱(xiāng):874514218@qq.com
郵箱(xiāng):874514218@qq.com
![]() 地址:佛山市南海區獅山(shān)鎮山南工業區北區(qū)一路一排3號
地址:佛山市南海區獅山(shān)鎮山南工業區北區(qū)一路一排3號
材")
(掃一掃 關注官方微信(xìn))