")
全國谘詢(xún)熱線
186-7652-6988
歡迎光臨(lín)佛(fó)山市鋁亞鋁業有限(xiàn)公司官方網(wǎng)站!

全國谘詢(xún)熱線
186-7652-6988

聯(lián)係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱(xiāng):874514218@qq.com
網 址:www.njmutong.com
地 址(zhǐ):佛山市南海(hǎi)區獅山鎮山南工業區北區一路一排3號
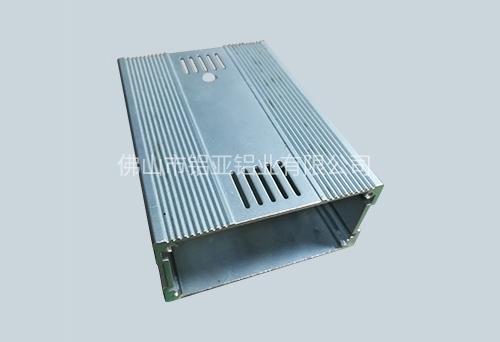
一、擠(jǐ)壓鋁型材表麵成層的產生原因:
1、主(zhǔ)要原因是鑄錠表麵沾有油汙、塵土,或擠壓筒前端工作部分磨損較大,造成前(qián)端彈性區周圍髒汙(wū)金屬(shǔ)的堆集。
2、擠壓時沿著彈性區滑動麵被卷入製品的(de)周圍而形成,
3、一般(bān)多出現在製品(pǐn)的尾端,嚴重時也可能出現在製品的中端,甚至前端。
4、還有模孔排(pái)列不合理,距擠(jǐ)壓筒內壁太(tài)近以及擠(jǐ)壓筒、擠壓墊磨損過大或變形等(děng)也可(kě)能(néng)產生成層。
材")
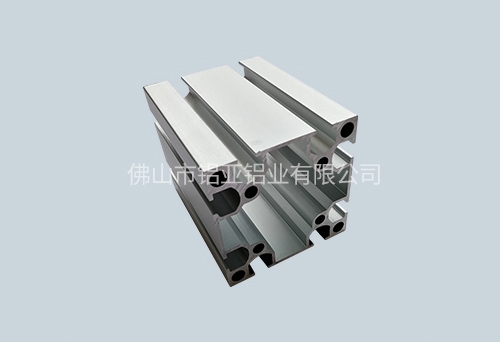
二(èr)、擠壓鋁型材表(biǎo)麵成層的消除方法:
1、提高鑄錠表(biǎo)麵的清潔度。
2、降低積(jī)壓筒和模具表麵粗糙度,及時更換嚴重磨損(sǔn)超差的擠壓筒和擠壓墊(diàn)。
3、改進模具設計,模孔位置盡可能離擠壓筒邊緣遠(yuǎn)一點(diǎn)。
4、減小擠壓(yā)墊(diàn)直徑與擠壓筒內徑差,減少擠壓筒內襯中殘留的髒汙金屬。
5、保持擠壓筒內襯完好,或用墊片及(jí)時清理內襯。
6、剪切殘料後,應(yīng)清理幹淨,不得沾潤滑油。
![]() 手(shǒu)機:186-7652-6988
手(shǒu)機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛(fó)山市南海區獅山鎮山南工業區北區一路一排3號
地址:佛(fó)山市南海區獅山鎮山南工業區北區一路一排3號
熱器鋁型材")
(掃一掃 關注官方微(wēi)信)