全國谘詢(xún)熱線
186-7652-6988
歡迎光臨(lín)佛山市鋁亞鋁業(yè)有限公(gōng)司官方網(wǎng)站!

全國谘詢(xún)熱線
186-7652-6988

聯係人:徐(xú)總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.njmutong.com
地 址:佛(fó)山市南海區獅山鎮山南工業區(qū)北區一(yī)路一排3號
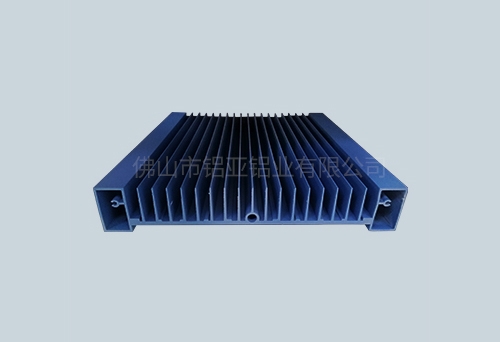
由於散熱器鋁型(xíng)材的模(mó)具都是許多細長的齒,要承受很(hěn)大的揉捏力,每個(gè)齒(chǐ)都(dōu)要有很高的強(qiáng)度和(hé)耐性,如(rú)果彼此之間(jiān)的功能有很大的差異,就簡(jiǎn)單使強度或(huò)耐性差的(de)那些齒發生開裂。因而(ér)模具(jù)鋼(gāng)材(cái)的質量有(yǒu)必要牢靠,好運用質量牢(láo)靠的廠家出產的H13鋼材,或選用優質的進口鋼材。模具的熱處理非常(cháng)重要,要用真空加熱淬火,好采用高壓純氮淬火,可以確保淬火後模具的各部分功能均勻(yún)。淬火後要采取三次回火,使模具的硬度確(què)保在HRC48~52的前提下,具有(yǒu)滿足(zú)的耐性。這是防止模(mó)具斷齒的重要(yào)條件(jiàn)。

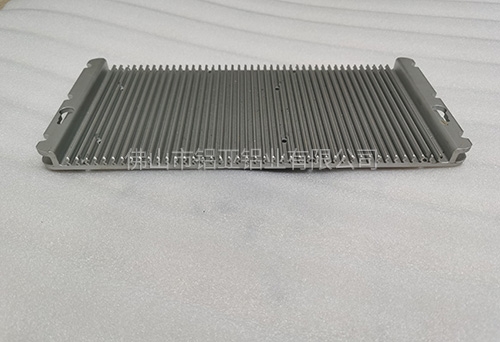
散(sàn)熱器鋁材(cái)要能順暢揉捏成功,關鍵是模具的規劃要合理(lǐ),製造要準確。一般盡量防止鑄錠直接揉(róu)捏到模具工作帶上。關於扁寬的梳形散熱(rè)器(qì)型材,規劃一個中間較小(xiǎo)、兩頭較大的導流模,使金屬往兩頭流,減少模具工作帶上(shàng)的揉捏力,而且使其壓力(lì)散布均勻。由於散熱器型材斷麵的(de)壁厚(hòu)差大(dà),規劃模具(jù)工作帶時(shí)要相應保持它們的差別,即壁厚大(dà)的當地工作帶要特別加大,可以大到20mm~30mm,而齒尖(jiān)的位置要突破(pò)常規,把工(gōng)作帶減到小(xiǎo)。

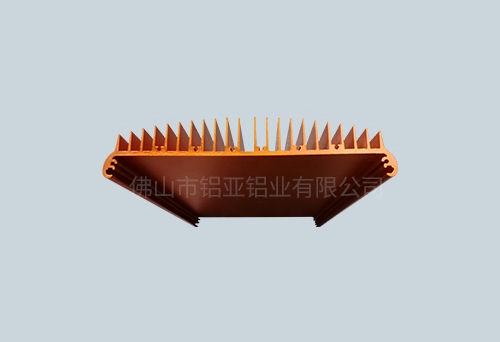
總歸要確保金屬在遍地活動的均勻性。關於扁寬形散熱器,為(wéi)確保模具(jù)有必定的剛度,模具的厚度要適當添加。厚度添加量約30%~60%。模具的製造也要非常精密,空刀要做到上下、左右、中間保持對稱,齒與齒之間的加工差(chà)錯要小(xiǎo)於(yú)0.05mm,加(jiā)工差錯(cuò)大(dà)簡單發生(shēng)偏齒,即(jí)散熱片的厚薄不均勻,甚至會發(fā)生斷齒的現象。關於規劃比較老練的斷麵,用嵌鑲(xiāng)合金鋼模具也是一個較好的辦法,由於合金鋼模具有較好的剛(gāng)性和(hé)耐磨性,不易(yì)發(fā)生變形(xíng),有利於散熱器型材的成(chéng)形。
![]() 手(shǒu)機(jī):186-7652-6988
手(shǒu)機(jī):186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址(zhǐ):佛(fó)山(shān)市南海區獅山(shān)鎮山南工業區北區一路一排3號
地址(zhǐ):佛(fó)山(shān)市南海區獅山(shān)鎮山南工業區北區一路一排3號

(掃一掃 關注(zhù)官方(fāng)微信)