全國谘(zī)詢熱線
186-7652-6988
歡迎光臨佛山市鋁亞鋁業(yè)有(yǒu)限公(gōng)司官方網站!

全國谘(zī)詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.njmutong.com
地 址(zhǐ):佛山(shān)市南海區獅(shī)山鎮山南工業(yè)區(qū)北區一路一排3號
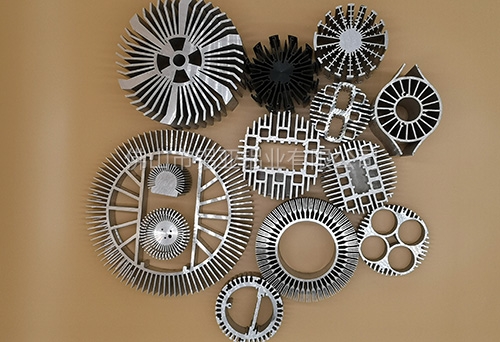
散熱(rè)器(qì)可能大家都(dōu)並不陌生,而運用廣泛地是在汽車、電腦等行業。鋁型材散(sàn)熱器是現下比較(jiào)火熱的一種散熱器,使用過程中也會(huì)出現效率低下(xià)、“罷工”等(děng)一係列問題。今(jīn)天為大家講講如何排除鋁型材散熱器的雜質(zhì)排除問(wèn)題。
散熱器(qì)鋁型材由(yóu)於(yú)氣孔和縮孔的存(cún)在(zài),使壓鑄件在進行表(biǎo)麵處理時很麻煩,孔洞(dòng)可能會進入水,當噴漆和(hé)電鍍後進(jìn)行烘烤時,孔洞內氣體受熱膨脹,或孔洞內水會(huì)變蒸氣,體積膨脹,因而導致鑄件表麵起泡,所以(yǐ)在生產中要(yào)用適當的方法(fǎ)去解決這些散熱器鋁型材不良所造成的原因(yīn)。

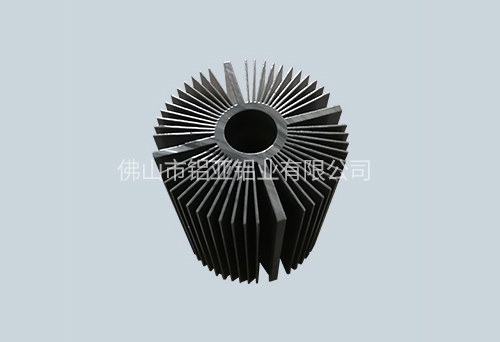
散熱器鋁型(xíng)材雜質(zhì)解決方法:關(guān)鍵是要減少混入鑄件內的氣體量,理想的合金屬流應不(bú)斷加速地由噴嘴(zuǐ)經過分流錐和澆(jiāo)道進入型腔(qiāng),形(xíng)成一條順滑(huá)及方向(xiàng)一致的金屬流,采用(yòng)錐形流道設計,即澆流應不斷加速地由噴嘴向內澆口逐漸(jiàn)減少,可達到這個目的。在充(chōng)填係統(tǒng)中,混入的氣體是由(yóu)於湍流與金(jīn)屬液相混合而形成氣孔,從金屬液由澆(jiāo)鑄係統進入型腔的(de)模擬壓鑄過程的研究中,明顯看出澆道中的轉變位和遞增的澆道截麵積,都會使金屬液流出現湍流(liú)而卷氣,平(píng)穩的金屬液才有利於氣體從澆道和型腔進入溢流槽和排氣槽,排出模外。
使用(yòng)全新陶(táo)瓷過濾材(cái)料,不(bú)使用(yòng)二次水口料,減少雜質散熱器鋁型材要使壓鑄凝固過程中各個部(bù)位盡量(liàng)同時均勻散熱,同時凝固。可通(tōng)過合理的水口設計,內澆口厚度(dù)及位(wèi)置,模具設計,模溫控(kòng)製及冷卻,來避免縮(suō)孔產生。對於晶間腐蝕現象:散熱器(qì)鋁(lǚ)型材主要是控製合金原料中有(yǒu)害雜質含量,特別是鉛。
以上所述可(kě)以有效地排除鋁型材散熱器中(zhōng)的雜質,同時在選購(gòu)及使用過程中應該注意其以上(shàng)特點。
![]() 手機(jī):186-7652-6988
手機(jī):186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛(fó)山市南(nán)海區獅山鎮山南工業區北區一路一排3號
地址:佛(fó)山市南(nán)海區獅山鎮山南工業區北區一路一排3號

(掃一掃 關注官方(fāng)微信)